Ask a structural engineer how deep a single-pass TIG weld can penetrate you will get an answer measured in millimetres, requiring multiple passes and careful inter-pass temperature management for anything thicker. Ask the same question about Electron Beam Welding, and the answer changes by two orders of magnitude.
Up to 300 mm in a single pass on steel. Up to 500 mm in aluminium. Zero filler metal. Minimal distortion. Components that come out of the welding chamber are dimensionally accurate enough to skip the post-weld machining stage entirely.
This is not incremental progress over conventional welding. It is a different category of process and understanding why it works the way it does is essential knowledge for any engineer specifying joins on critical, tight-tolerance, or heat-sensitive components.
What Makes EBW’s Penetration Different?
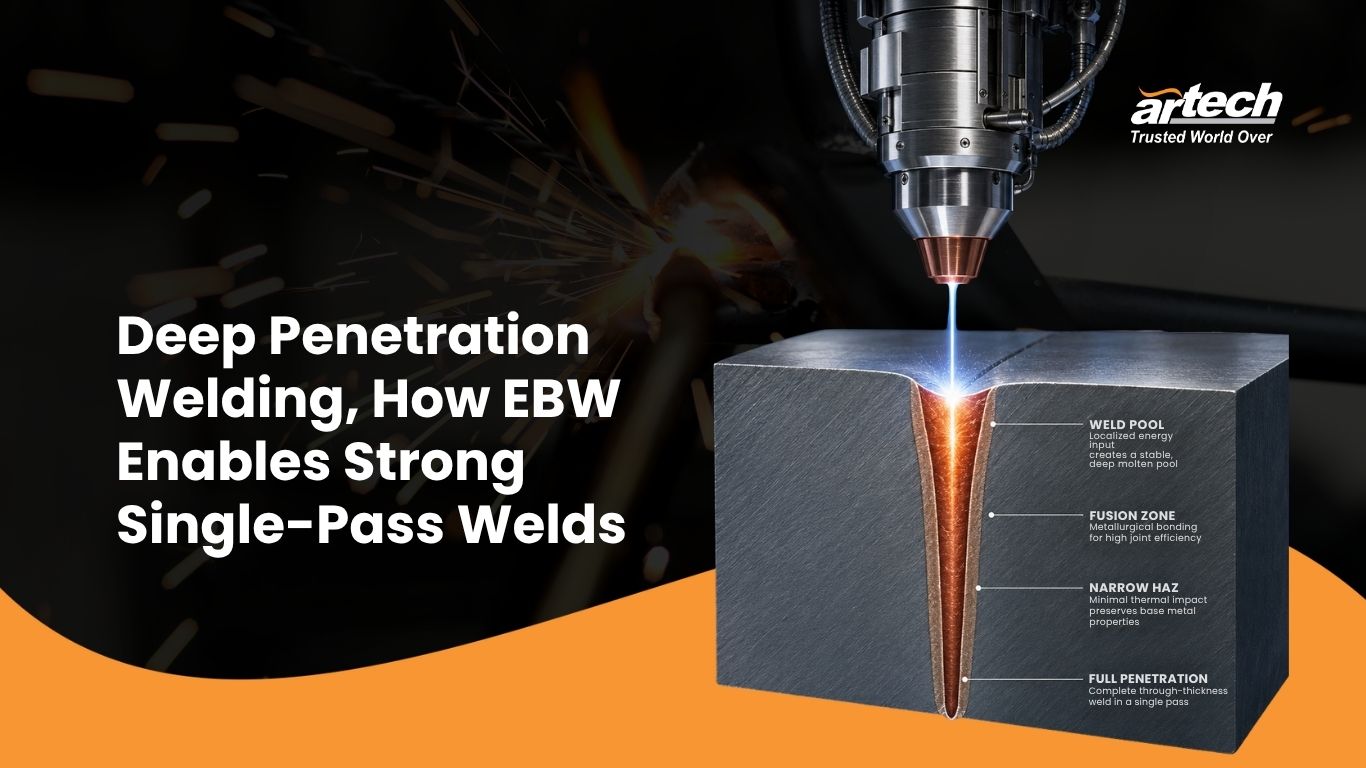
Electron Beam Welding (EBW) achieves deep penetration through the keyhole effect a phenomenon where an electron beam focused to a spot of 0.2 -1.0 mm diameter generates power densities of 10⁶ to 10⁷ W/cm², instantly vaporizing metal to form a deep, narrow cavity. Molten metal flows around this cavity and solidifies at the trailing edge, creating an exceptionally deep, narrow weld with a depth-to-width ratio up to 25:1 all in a single pass, in a vacuum, with negligible heat input to the surrounding material.
How EBW Achieves Deep Penetration
The Keyhole Effect The Physics That Change Everything
To understand why EBW penetrates so deeply, you first need to understand why every other process does not.
In conventional arc welding (TIG, MIG), heat is applied to the surface of a joint. The material melts by conduction heat moving downward from the surface. Penetration is limited by how fast heat conducts through the material before the weld pool cools and freezes. Thick sections require multiple passes because a single arc weld cannot drive enough heat downward fast enough to fuse the full joint in one operation.
EBW does not heat by conduction. It heats by direct electron collision.
The focused electron beam delivers energy at power densities 100 to 1,000 times higher than arc welding within a spot barely larger than a human hair. At these densities, the metal does not just melt. It vaporizes instantaneously. That vaporization event creates a narrow, cylindrical cavity with the keyhole that extends deep into the material.
Here is what makes the keyhole self-sustaining: the vapour pressure inside the cavity keeps the walls from collapsing. As the beam (and keyhole) moves forward along the joint, molten metal at the front wall melts and flows around the perimeter. At the trailing edge of the keyhole, this molten metal solidifies forming a continuous, deep, narrow weld seam.
The beam is essentially “drilling and sealing” simultaneously, progressing through the joint at speeds up to 200 mm/s.
Power Density: The Number That Explains Everything
The key metric is power density energy per unit area delivered to the workpiece:
- TIG welding: ~10² to 10³ W/cm²
- MIG welding: ~10³ W/cm²
- Laser welding (keyhole mode): ~10⁵ to 10⁶ W/cm²
- Electron Beam Welding: 10⁶ to 10⁷ W/cm² (up to 10 MW/mm² achievable)
At 10⁷ W/cm², energy delivery is so intense that the interaction time between the beam and the material is measured in microseconds. Metal is vaporized before it has time to conduct heat sideways. The entire energy input stays concentrated in a thin vertical column — which is exactly the geometry of a deep, narrow weld.
Single-Pass Welding of Thick Sections: The Production Implication
The manufacturing consequence of the keyhole effect is not just metallurgical, it is economic.
Every additional welding pass on a thick-section joint introduces:
- Inter-pass cleaning and inspection requirements
- Accumulated residual stress from repeated heating and cooling cycles
- Cumulative distortion risk
- Additional labour and cycle time
- Multiple opportunities for contamination or defect introduction
A pressure vessel closure that requires 30 TIG passes each requiring preheating, inter-pass temperature control, and NDT inspection can be completed in a single EBW pass. The same joint. The same strength requirements. Dramatically fewer process steps.
Research and production data consistently show that welding durations that traditionally required hundreds of hours can now be completed in a matter of minutes to hours using EBW, with corresponding reductions in manufacturing cost, schedule, and distortion.
In 2025, Kairos Power used EBW to fabricate a non-nuclear reactor pressure vessel demonstrator, one of the first large-scale demonstrations of single-pass EBW for advanced nuclear reactor pressure boundaries. This is not an experimental curiosity. It is production-scale evidence of where the technology stands today.
Where Deep Penetration + Minimal Distortion Changes the Design Equation
Turbine and Compressor Discs
Turbine discs operate under extreme centrifugal loads at high temperatures. Weld distortion in a disc translates directly to imbalance which at 20,000 RPM becomes a catastrophic failure vector. EBW joins disc segments, covers, and blade attachment features with zero measurable distortion on the finished-machined geometry.
Pressure Vessels and Reactor Components
Closure welds on thick-wall pressure vessels traditionally require complex multi-pass procedures with mandatory pre-heat and post-weld heat treatment. EBW’s single-pass capability eliminates pre-heat requirements in most alloys, reduces residual stress, and produces welds that in some cases are metallurgically indistinguishable from the parent material enabling potential reductions in in-service inspection intervals.
Automotive Gearbox and Drivetrain Components
High-volume EBW is standard practice in European and Japanese automotive production for joining gear components, differential assemblies, and torque converter elements. The distortion-free characteristic allows final-machined gear geometry to be preserved through the welding operation, eliminating post-weld grinding cycles that add cost and introduce dimensional uncertainty.
Hermetic Sealing in Electronics and Sensors
At the opposite end of the scale from pressure vessels, EBW is used to seal housings for MEMS sensors, crystal oscillators, and pressure transducers components measured in millimetres with wall sections of 0.1 — 0.5 mm. Here, the combination of minimal HAZ, zero distortion, and vacuum purity is not one advantage, it is the entire reason the process is specified.
Medical Implants and Surgical Instruments
Orthopaedic implants machined to micron-level tolerances cannot tolerate post-weld distortion. Any dimensional change in a hip stem taper, for example, changes the fit and the long-term load distribution in the patient’s bone. EBW produces the join without altering the machined geometry.
What Goes Wrong When You Choose the Wrong Process
This is worth naming clearly because the cost of getting it wrong is rarely discussed.
When a component requiring deep penetration is welded with conventional arc processes:
- Multi-pass residual stress accumulates with each layer. This stress releases during service, causing progressive distortion and fatigue crack initiation at weld toes.
- Post-weld machining is required to correct dimensional deviation adding lead time and re-introducing surface finish concerns at the weld zone.
- Inter-pass contamination risk multiplies with pass count. Each layer is an opportunity for moisture, oxide inclusion, or inadequate fusion.
- Heat treatment cycles may be required to relieve stress adding thermal cycles that can degrade base material properties in precipitation-hardened alloys.
Every one of these consequences is either eliminated or dramatically reduced by specifying EBW at the design stage. The process cost of EBW is recovered often many times over — in post-weld operations that are no longer necessary.
Artech: India’s EBW Capability for Precision Deep-Penetration Welding
Artech’s vacuum EBW facility is built specifically for the quality, penetration, and distortion requirements that critical manufacturing demands. Our process engineers bring hands-on experience with complex alloys titanium, Inconel, stainless, tool steel and multi-industry quality standards including AMS 2680, AMS 2681, and AS9100.
Whether your requirement is a 150 mm thick pressure vessel closure, a finish-machined turbine disc assembly, or a hermetically sealed sensor housing with 0.2 mm wall sections, the physics of keyhole EBW and the discipline of our process team deliver results that other welding methods structurally cannot.
Your component’s geometry and tolerance specification came first. The weld should be designed to preserve them, not compromise them.
[Request a Deep-Penetration Weld Assessment →] | [Consult Artech’s EBW Engineers →]
Frequently Asked Questions
How deep can electron beam welding penetrate in a single pass?
In steel, EBW achieves penetration depths up to 300 mm in a single pass. In aluminium, penetration of up to 500 mm is achievable. These depths are impossible with arc welding processes and significantly exceed what laser welding can achieve. The exact depth depends on accelerating voltage (up to 200 kV), beam current, and travel speed.